|
FIG. 01 - Here's what the steel line looks like immediately
after cutting it with a tubing cutter. The steel wheel of the cutter
slightly deforms the end of the tubing by adding a ridge to the inside..
You'll have to use a reamer to remove the ridge from the end of the
tube. The end of the tube has to remain completely square and flat, so
be careful here. |
 |
FIG. 02 - After reaming the end of the tube, you'll need to
use a small hand file to put a chamfer on the end. This is a mandatory
step for creating the double-flare. This is your last chance to make
sure the tube's end is completely de-burred. This is also your last
chance to slide the connector onto the tube. Do it now! |
 |
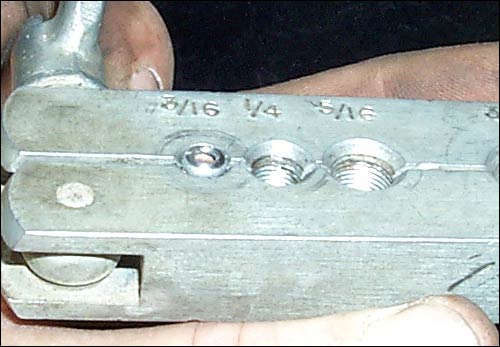
FIG. 03 - Insert the end of the tube into the clamp, using
the double-flare insert as a guide. The top of the tube needs to be the
height of the insert's step. Then tighten up the clamp, starting with
the end closest to the tube. Then tighten the other end, which will use
leverage to securely hold the tube. |
 |
FIG. 04 - Put the insert into the end of the tube and slide
the flaring tool over and snug it up to the insert, making absolutely
sure that the insert is square to the clamp. |
 |
FIG. 05 - When you remove the flaring tool and insert you can
see the bell shape formed by the insert. Put a very small drop of oil or
other lubricant onto the end of the tube (to keep the tool from galling
the tube), then slide the flaring tool over onto the end and
tighten down, to form the second part of the flare.... |
 |
FIG. 06 - ...and voila'! If you did everything right, this is
what you should end up with and the whole process only took about 2
minutes. |